Model No.: BL101
Type: Windscreen Wiper System
Material: Aluminum
Muffler Type: Front Muffler
Deck: Double
Surface Finish: Electrophoresis Coating
Cavity Number: 1
Weight: 250-3000g
Packaging: carton, PE pallet
Productivity: 3000/MONTH
Brand: NONE
Transportation: Ocean,Land,Air
Place of Origin: NINGBO
Supply Ability: 50000/MONTH
Certificate: IATF16949:2016,ISO14001:2015,ISO45001:2018
HS Code: 7616991090
Port: NINGBO,SHANGHAI
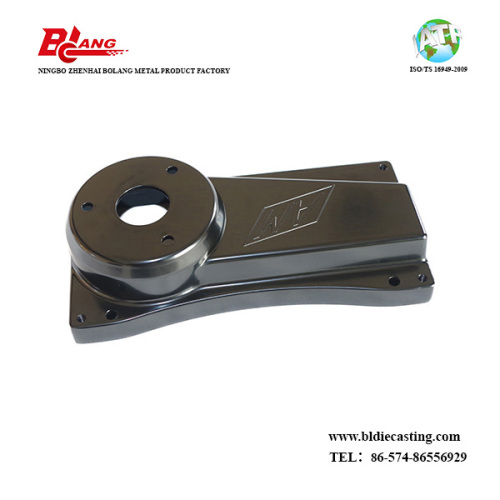
Auto Part of High Accuracy CNC Machining, this part carried die casting standard of Grade GB-CT4, the part has small wall thickness, meanwhile, the part have structure of Small cavity, which usually easily cause problem of mold sticking, pull mark etc.
Auto Equipment Parts: Teeth Milling Machine Connector Shell
Die Casting Machine: 280 ton
1 product per die
Material: ADC-12
Product Dimensions: 231.7mm*97.8mm*38.1mm
Casting Precision: Grade GB-CT4
Machining Precision Axle hole: ±0.01mm
Technological Process: Die casting, Degate, Burring,CNC Milling,Polish,Spray Coating,Cleaning, Packing, Delivery
Control Measure: First item inspection, Routing inspection, Final item inspection, Incoming test and Outgoing quality control
Inspection Equipment: CMM and Air Gauge
Surface Treatment: None
Certificate: IATF16949:2016,ISO14001:2015,ISO45001:2018
Lead Time: 30-35 days
Trade Term: FOB Ningbo
The small wall thickness means the part probably happen to deform during production, which will cause actual application issue. What's more, the part surface area is big, but the thickness is small, in this situation, the far end from the location of injection, the melting aluminum will have risk of solid earlier than expected, it will cause short casting at the far end of the part, then while the part is cooled to indoor temperature, the part will have shrinkage porosity inside.
The part has requirement of surface finish of E-Coating, which has process of curing in hot thermal oven, the temperature usually be up to 170-200 degree, the porosity mentioned above will expand and get out from the part, result in pits and bubbles on the coating. So in the inspection work instruction, there is request that the QC inspector should fracture the part with hammer, then check the section particle with magnifying lens to see if there is problem of porosity on the section. The inspector also will make a record of the part weight, and control through weighing the part. All these action is to avoid batches rejected while e-coating.